Strutture, componenti e tipologie di stampaggio: quello che serve sapere prima di approfondire la scelta.
La pressa è una macchina atta a contenere uno o più stampi, le cui parti mobili vengono mosse in modo da poter fornire la forza sufficiente per stampare o tagliare il materiale. Nell’ambito dei macchinari per la lavorazione della lamiera, le presse oleodinamiche sono utilizzate nei contesti industriali in cui servono forza, controllo e ripetibilità. Vengono impiegate in numerosi settori produttivi perché permettono di gestire lavorazioni anche complesse con precisione, continuità operativa e grande adattabilità.
Nello specifico, una pressa oleodinamica per lo stampaggio utilizza la forza di un fluido (tipicamente olio idraulico) per comprimere, modellare o tagliare materiali, principalmente metalli o plastiche, attraverso l’uso di uno stampo. Può esercitare pressioni che vanno da poche tonnellate fino a decine di migliaia di tonnellate.
I componenti principali che compongono una pressa sono:
- Centralina Oleodinamica: il “motore” che pompa l’olio e genera la pressione.
- Cilindri: trasformano l’energia del fluido in forza meccanica lineare.
- Stampo: composto da una parte maschio (punzone) e una femmina (matrice), determina la forma finale del pezzo.
- Sistema di Controllo: valvole e sensori che regolano velocità, forza e tempo ciclo della pressa.
In termini pratici:
- Una pompa invia olio ad alta pressione in un cilindro.
- La pressione spinge un pistone che fa scendere la slitta e chiude lo stampo.
- Il materiale posto tra le due parti dello stampo viene deformato prendendo la forma desiderata.
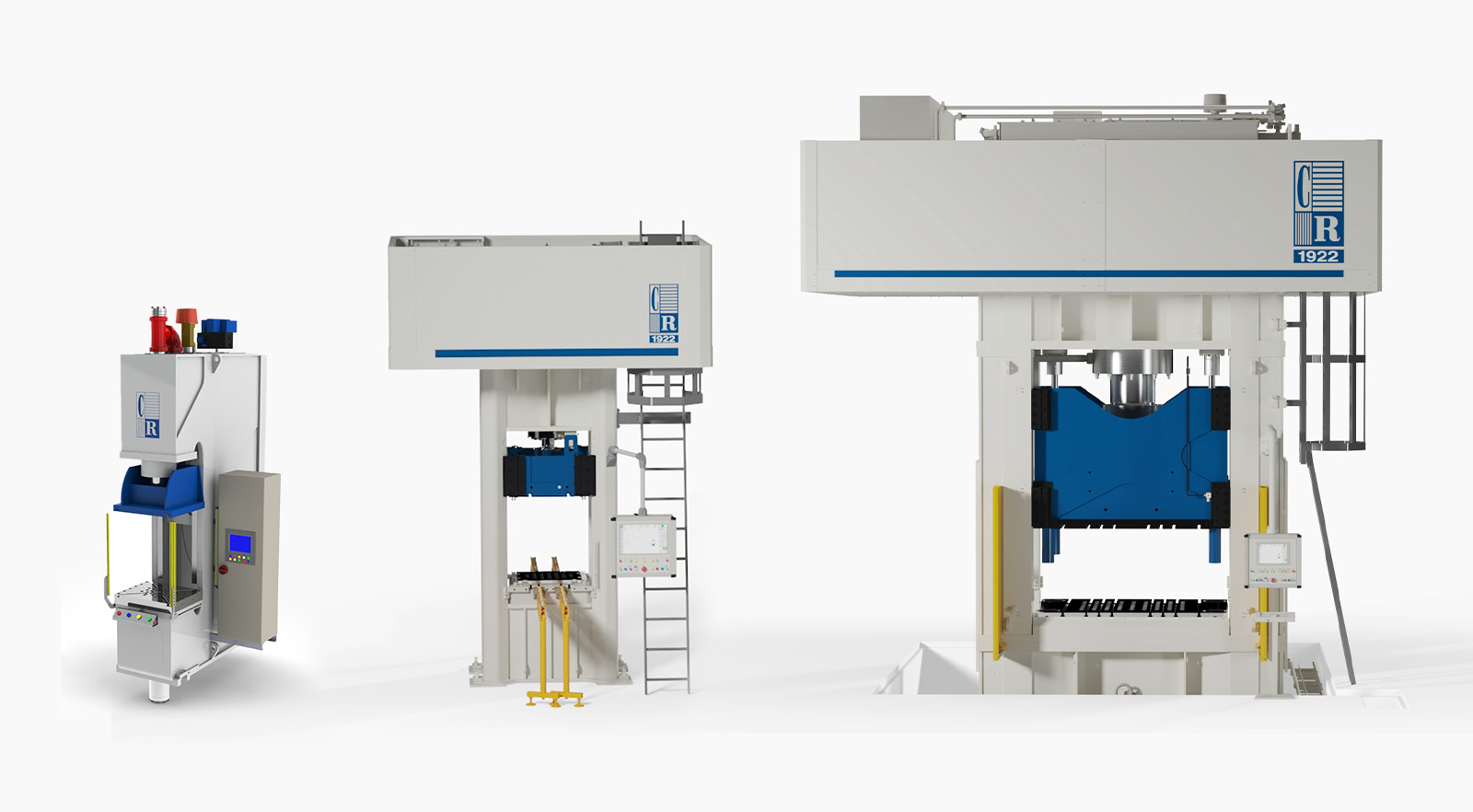
L’apparecchiatura oleodinamica, accuratamente insonorizzata, può essere montata sulla parte superiore delle presse o nella fondazione quando richiesta. L’apparecchiatura elettrica di comando, racchiusa in un armadio standard, è generalmente installata separata dal corpo pressa. Queste presse vengono realizzate con cuscini premilamiera superiori, inferiori o con una combinazione di entrambi.
Le presse oleodinamiche devono essere progettate e costruite in conformità alla Direttiva macchine 2006-42-CE.
La versatilità di questa macchina si misura concretamente nelle applicazioni che è in grado di coprire.
Tipi di stampaggio più comuni
- Imbutitura: per creare forme cave (come pentole o componenti per elettrodomestici).
- Tranciatura: per rifinire i pezzi imbutiti.
- Forgiatura: per la formatura a caldo di metalli.
- Stampaggio di termoplastici e termoindurenti
La varietà delle applicazioni racconta anche la varietà delle richieste di mercato: prestazioni più alte, cicli più rapidi, standard di sicurezza più stringenti.
Per questo le presse oleodinamiche sono elementi fondamentali nella produzione di massa sia come elementi singoli che integrate in linee di produzione.
La capacità produttiva dipende dalle prestazioni della pressa, dalle caratteristiche degli apparati di alimentazione (due sistemi strettamente legati), dallo stampo e dai dispositivi di evacuazione dei pezzi e degli sfridi.
In quest’ottica si hanno sempre maggiori richieste di sistemi automatici per semplificare al massimo le varie operazioni e diminuire i tempi di regolazione e attrezzaggio. Notevole attenzione è rivolta anche ai sistemi elettronici di controllo e di sincronismo degli elementi che costituiscono la linea, e al monitoraggio delle grandezze critiche per il funzionamento del sistema.
Comprendere come una pressa è classificata aiuta a orientarsi tra le opzioni disponibili e a valutare quale configurazione risponde meglio alle proprie esigenze produttive. I criteri principali sono tre:
- Tipo di struttura;
- Numero di punti di spinta;
- Numero di effetti;
Struttura a "O" o struttura a "C":
cosa cambia sotto carico
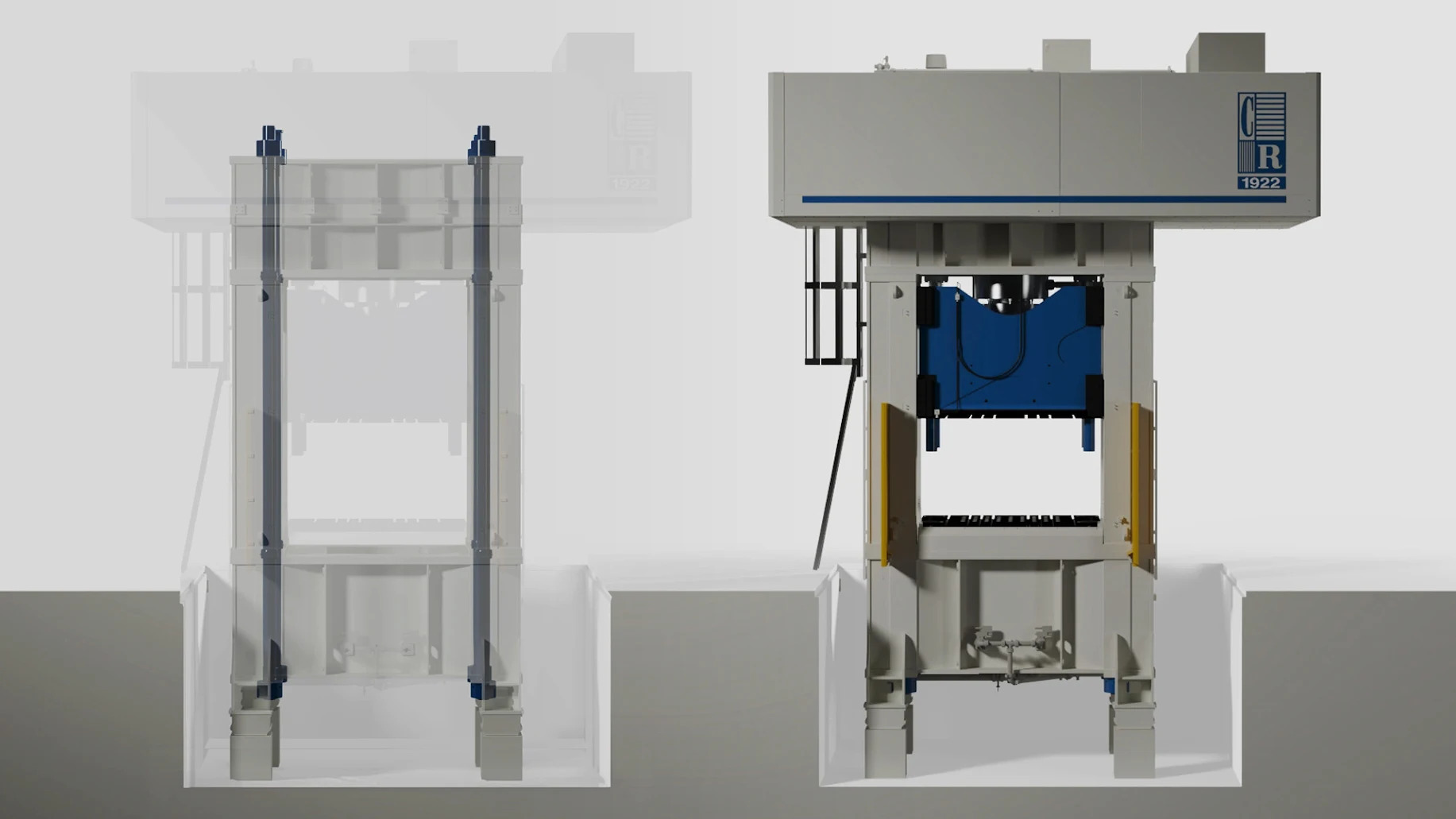
Dal tipo di struttura dipendono la precisione geometrica e la rigidezza strutturale della macchina. La struttura della macchina, insieme al sistema di guida, ha la funzione di reagire alle forze di deformazione e di assicurare il corretto posizionamento reciproco delle attrezzature montate tra i piani di lavoro durante la fase di deformazione del pezzo in lavorazione.
Indipendentemente dal tipo e dalla classificazione, è indispensabile che la struttura sia realizzata con processi di saldatura certificati e che venga sottoposta a trattamento di normalizzazione e sabbiatura prima della lavorazione meccanica.
Doppio montante o struttura a "O"
Questo tipo di struttura è caratterizzato da una traversa inferiore, due o quattro montanti, una traversa superiore. Si ha, sotto carico, una deformazione elastica di allungamento che mantiene parallele e centrate le superfici di lavoro. Una ulteriore classificazione divide questo tipo di struttura nei due sottotipi seguenti:
– Monolitica o monoblocco. La traversa inferiore, i due o quattro montanti e la traversa superiore sono realizzati con una struttura elettrosaldata in un solo pezzo. È di notevole importanza, in questo tipo di struttura, la realizzazione di appropriati raggi di raccordo tra le traverse e i montanti per assicurare una lunga vita operativa alla struttura stessa. Sono normalmente realizzate in un campo di forza compreso tra 600 e 30.000 kN. Caratteristica peculiare di questa serie di presse è l’estrema rigidezza della struttura, l’accurato sistema di guida della slitta a otto punti con lardoni registrabili. Le limitazioni sono essenzialmente rappresentate dalle dimensioni trasportabili e dagli spazi disponibili per il posizionamento della pressa nel luogo di lavoro.

– Composta con tiranti. La traversa inferiore, i due o quattro montanti e la traversa superiore sono realizzati con una struttura elettrosaldata e sono assiemati con tiranti precaricati idraulicamente. Questa tipologia costruttiva consente di realizzare macchine di elevata rigidezza con caratteristiche prestazionali di classe superiore.
Collo di cigno o struttura a "C"
Questo tipo di struttura viene utilizzato per presse piccole e medie. La struttura caratteristica di queste presse con tre lati di lavoro aperti consente un agevole carico e scarico manuale dei pezzi da produrre. La struttura però, oltre a subire una deformazione elastica di allungamento, sotto carico è sottoposta a una sollecitazione di flessione che comporta errori di parallelismo e di coassialità degli utensili di formatura, con la conseguente riduzione della vita operativa degli utensili stessi.
Sono quindi caratterizzate da una maggiore versatilità, ma si “aprono” sotto carico aumentando l’errore di parallelismo al crescere della forza di lavoro. Per questo sono, in linea di massima, più adatte a produzioni leggere e con minori esigenze di precisione dei pezzi. Bisogna considerare anche che con l’introduzione delle normative europee di sicurezza tutti i lati di lavoro della pressa devono essere accuratamente protetti; questo potrebbe limitare l’accessibilità alla pressa in alcune configurazioni.
Definita la struttura, il secondo parametro che incide sulla capacità della pressa è il numero di punti di spinta.

I punti di spinta: come l'area di lavoro determina la configurazione dei cilindri
La scelta dei punti di spinta e quindi del numero di cilindri utilizzati in una pressa oleodinamica è dettata essenzialmente dall’area dei piani di lavoro della pressa e dalla dimensione massima realizzabile dell’alesaggio dei cilindri.
Numero di effetti: il movimento che definisce la lavorazione
Il terzo criterio riguarda il numero di effetti, cioè i movimenti di lavoro indipendenti di cui la pressa è dotata. Una variabile che determina direttamente il tipo di lavorazione eseguibile.
Semplice effetto
La pressa è dotata di un solo movimento di lavoro, normalmente dall’alto verso il basso. Tipicamente presse per montaggio, compattazione, forgiatura e tranciatura.
Doppio effetto con cuscino passivo
La pressa è dotata di un piano di lavoro superiore che ha la funzione di effetto imbutitore e di un piano di reazione inferiore che ha la funzione di premilamiera o cuscino. Nel piano superiore possono essere presenti uno o più cilindri con funzione di estrattore dei pezzi. Tipicamente presse per imbutitura con sistema tradizionale.
Doppio effetto con cuscino attivo
La pressa è dotata di un piano di lavoro superiore che ha la funzione di effetto premilamiera e di un piano inferiore che ha la funzione di imbutitore. Nel piano superiore possono essere presenti uno o più cilindri con funzione di estrattore dei pezzi. Tipicamente presse per imbutitura dal basso utilizzate per severe operazioni di imbutitura profonda.
Triplo effetto
La pressa è dotata di due piani di lavoro superiori uno dentro l’altro. Il piano esterno ha la funzione di premilamiera, mentre quello interno ha la funzione di imbutitore. Può essere presente un effetto inferiore con funzione di estrattore o ulteriore cuscino.
In funzione del particolare da produrre e della sequenza tecnologica da adottare sono inoltre possibili molteplici combinazioni degli effetti descritti.
Struttura, punti di spinta, numero di effetti: tre variabili che, combinate, definiscono una macchina. Conoscerle è il punto di partenza. La domanda successiva è come usarle per prendere una decisione di acquisto consapevole.
Ogni pressa è il risultato di scelte progettuali precise. Nei prossimi approfondimenti entreremo nel dettaglio di quelle scelte: i criteri di selezione che raramente compaiono nelle schede tecniche e che determinano le prestazioni reali della macchina nel tempo.
Esplora la gamma di presse oleodinamiche Cavenaghi & Ridolfi.